
Machine Guarding eTool
Presses » Presence Sensing Devices
Presence Sensing Devices are one of the most common safeguards for automatic feed part revolution clutch presses. They are designed to automatically stop the machine stroke if the sensing field is interrupted. Proper use of presence sensing devices provides protection not only for operators but also for other employees in the area. They also minimize operator resistance to these types of safety devices due to their nonrestrictive design. Presence sensing devices are commonly referred to as light curtains. There are many requirements that must be met before light curtains can be installed as point-of-operation safeguards.

-
Presence sensing devices can not be used on machines using full revolution clutches. [29 CFR 1910.217(c)(3)(iii)(a)]
-
A presence sensing device (PSD) must protect the operator by preventing or stopping normal stroking of the press if the operator's hands are inadvertently placed in the point of operation. The PSD must also be interlocked into the control circuit so that the slide motion will stop the downstroke from continuing if any part of the operator's body is within the sensing field at that time. [29 CFR 1910.217(c)(3)(iii)]
-
Guards must be used to protect all areas of entry to the point of operation not protected by the presence sensing device. [29 CFR 1910.217(c)(3)(iii)(f)]
-
PSDs can not be used as a tripping means to initiate slide motion. [29 CFR 1910.217(c)(3)(iii)(b)]
Should a failure occur within the system, the PSD must be constructed so that the normal stopping action is still applied when required, but prevents the start of the next stroke until the failure is corrected. The failure must be indicated by the system. [29 CFR 1910.217(c)(3)(iii)(c)]
-
"Muting" or bypassing of the PSD during the upstroke of the press slide is permitted for parts ejection, circuit checking, and feeding. [29 CFR 1910.217(c)(3)(iii)(d)]
-
The safety distance (Ds) from the sensing field to the point of operation must be greater than the distance determined by the safety distance formula. [29 CFR 1910.217(c)(3)(iii)(e)]
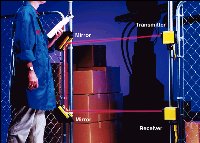
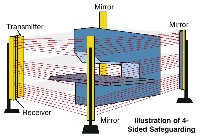
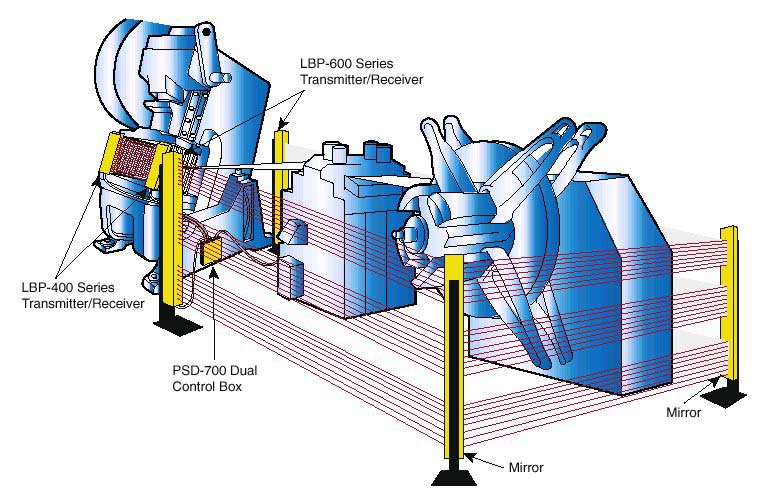
Please do not consider using a perimeter, work-envelope safeguarding device in a point-of-operation type of application. Perimeter light curtains have wider channel spacing to detect the whole body. Perimeter and single beam devices are designed specifically for perimeter or area safeguarding. They can not be used for point-of-operation safeguarding.
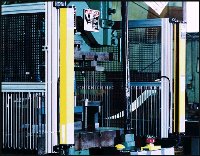
Presence sensing devices used for point-of-operation safeguarding must be installed on a machine so that it protects operator's fingers and hands from point-of-operation hazards. Regulations also state that "guards shall be used to protect all areas of entry to the point of operation not protected by the presence sensing device." [29 CFR 1910.217(c)(3)(iii)(f)]
Of all the recognized point of operation safeguarding devices for press brakes, the light curtain is the most versatile. Proper use of this device provides protection for workers in production modes of operation. It also increases operator's uses of other safety devices.
STEP 1
The operator inserts the workpiece into the press brake die and supports it either with his or her hands, on rails, or on a table.
STEP 2
The press brake is activated by a foot switch or a two-hand control.
STEP 3
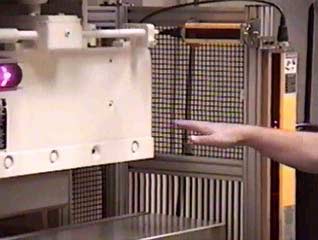
If the light curtain is interrupted on the downstroke, the press brake slide will stop.
 Click on image to view video
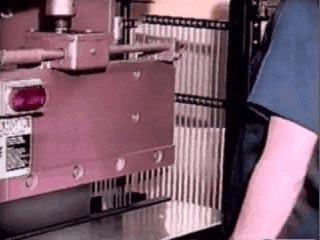
Click on image to view video
STEP 4
If the light curtain is not interrupted, the press brake will continue its downstroke and will either: 1) make contact with the workpiece and finish the single stroke, or 2) stop above the workpiece. If in sequence-type operation (the latter), the workpiece may be inserted or positioned at this time and then the slide is reactivated to finish the stroke.
At this point the light curtain is "muted" (with the die no more than 1/4" above the workpiece), or automatically turned off. Muting allows the stock to bend and the operator to move through the light plane without stopping the press brake slide.
STEP 5
The slide returns on the upstroke and stops at top dead center (TDC).



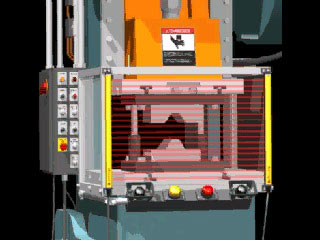
Presence Sensing Device on Part Revolution Clutch
Presence Sensing Field Interrupted on the Downstroke

Interruption of Light Curtain on the Downstroke
